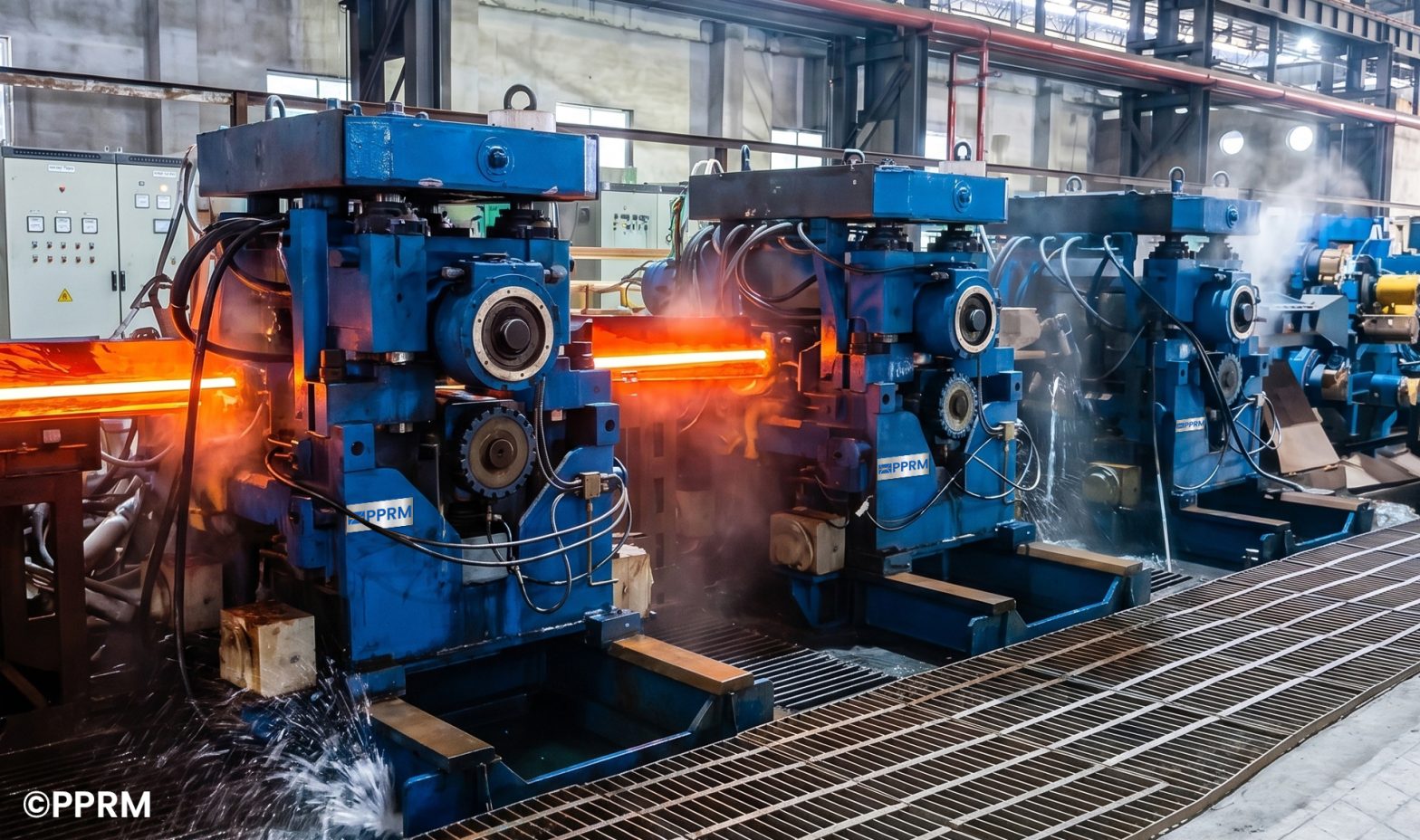
TMT Long Products Mill | 400,000 TPA | PPRM Mill Stands C1 – C16
The Problem
A 400,000 TPA TMT rebar mill was operating on a time – based maintenance (TBM) approach replacing components at fixed intervals and reacting only after failures occurred.
The outcome: –
The primary failure points:
All critical drivetrain components were being run to failure, with no early warning system in place.
The Shift: From TBM to Condition-Based Monitoring (CBM)
PPRM implemented a focused, signal-driven CBM strategy – not by adding more sensors, but by monitoring the right components, in the right way.
Measured Impact (12 – Month Stabilized Period)
Where PPRM Monitored – And Why
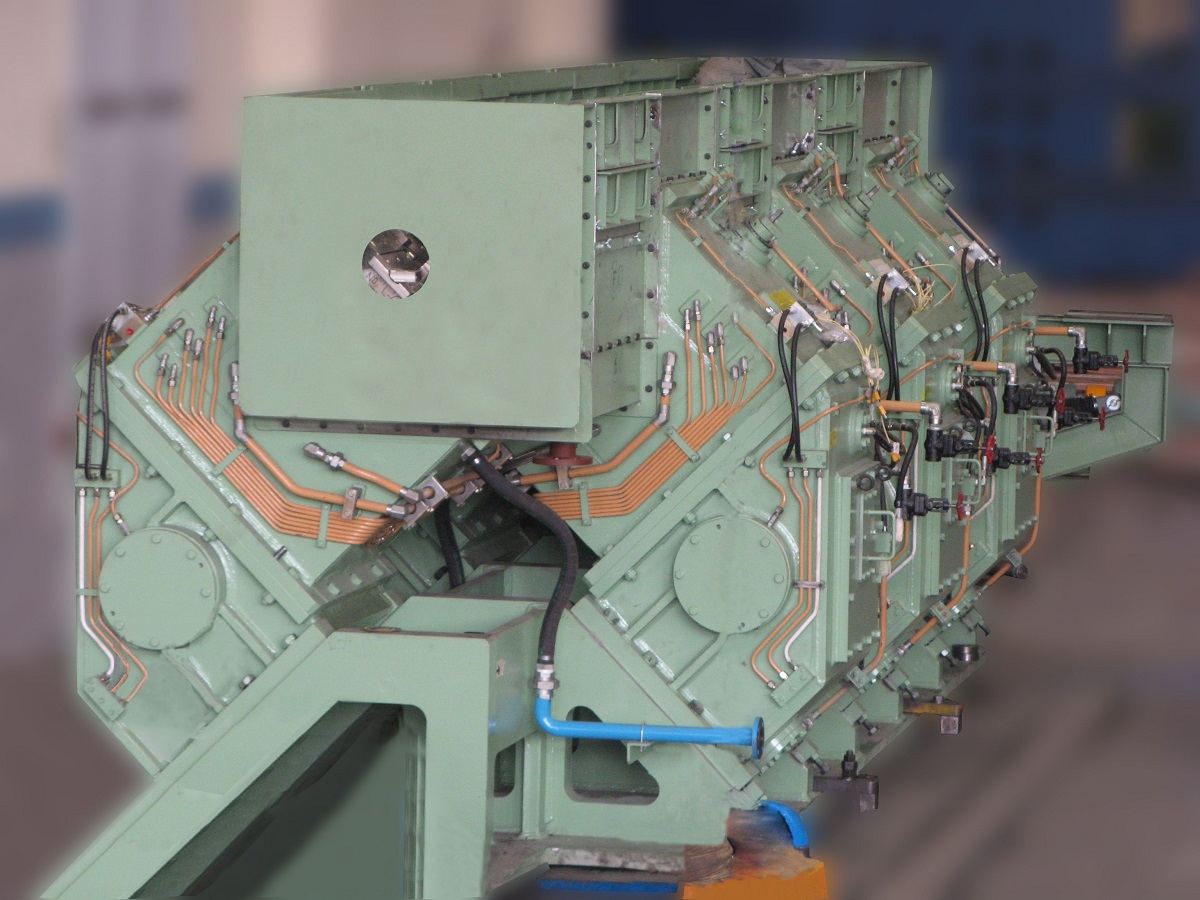
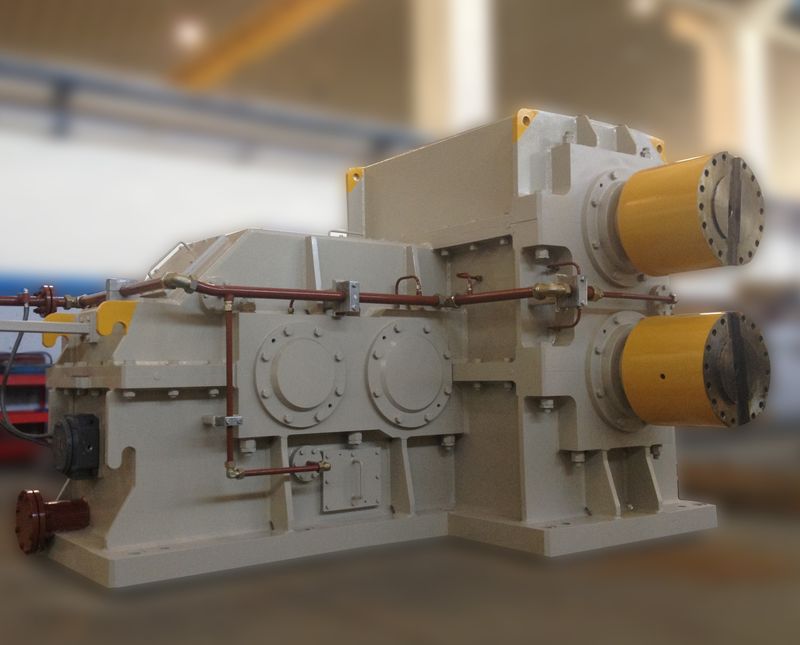
1. Main Reduction Gearboxes
Sensors: Vibration (velocity & acceleration)
Parameters:
Why:
Gearboxes provide high signal clarity, enabling early and reliable fault detection.
2. Cardan Shaft Assemblies
1)Balance cardan shaft having dynamic balancing grade .
2)Torque rating of Cardan shaft and rigidity etc.
Designed to operate under high torque and critical load conditions, ensuring stability and precision during operation. Engineered with a defined breaking torque to prevent damage in case of overload. Delivers reliable torque transmission while maintaining alignment and overall system integrity. Developed through in-house R&D to combine precision, safety, and protection of the most valuable equipment in rolling mill applications.
Detection Scope:
Insight:
Failure signatures appeared 2 – 5 weeks before functional degradation, allowing planned intervention.
3. Spindle Support Bearings
Sensors:
Failure Modes Captured:
4. Housingless Stand Bearings (Design – Specific Strategy)
Instead of over-instrumentation, PPRM adopted a design-aware monitoring approach.
Monitoring Focus:
Why vibration was excluded:
Result: Better diagnostics by measuring less – but measuring right
Implementation Methodology
Phase 1 (Months 1 – 2): Baseline Development
Outcome:
Established statistical baselines, not rigid thresholds
Phase 2 (Month 3): Alert Logic Definition
| Alert Level | Condition | Action Window |
| Yellow | +20–30% over baseline | Plan within 1–2 weeks |
| Red | +40–50% OR fault frequency emergence | Act within 48–72 hrs |
Phase 3 (Months 4 – 6): Maintenance Integration
Phase 4 (Months 7 – 12): Stabilization
Representative Case (Validated)
Location: C5 Roughing Stand
Component: Gearbox input shaft bearing
Observed:
Action:
Execution:
Inspection Findings:
Estimated remaining life: 2 – 3 weeks
Operational Impact
Key Technical Insight
Effective CBM in long product rolling mills is not about maximizing sensors – it’s about maximizing signal relevance:
Closing Thought
Downtime reduction isn’t just a maintenance win – it’s a production multiplier.
In this case, the shift from reactive to predictive didn’t just prevent failures – it unlocked 13,500 tonnes of additional output without adding a single new stand.
Connect with us: sales@pprm.in
Note: This case study is depend on PPRM’S internal research.