The most expensive line on a rolling mill quotation isn’t the equipment. It’s the products you lock yourself out of for the next twenty years.
A mill configuration is a market-strategy decision disguised as an equipment purchase. Choose right, and your product mix tracks your region’s demand for two decades. Choose wrong, and you’ll watch margins migrate to products you cannot roll. Here’s how the three configurations actually compare – and how to decide.
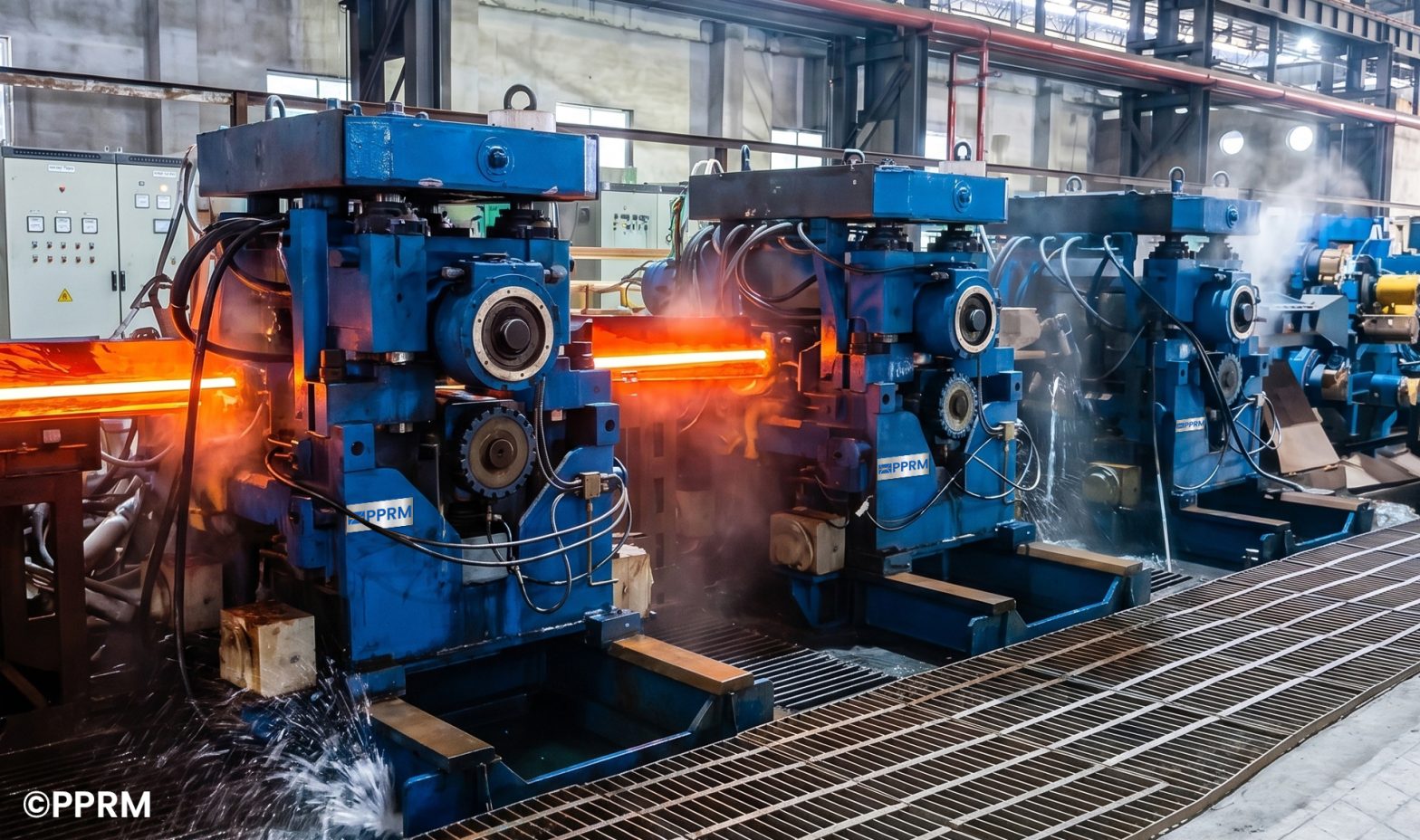
A dedicated rebar mill rolls straight bars from 8 to 40 mm at finishing speeds of 2–40 m/s, with capacities up to 120 TPH. Its signature equipment – the TMT (quench-and-self-temper) box and the cooling bed — turns low-cost billet chemistry into high-strength grades like Fe 500D and Fe 550D.
It is the lowest-investment, lowest-complexity route of the three. That’s its strength and its trap: when construction demand softens, a rebar mill has nowhere to pivot. Choose it when your market is infrastructure-driven and rewards tonnage, delivery reliability, and certification — not product variety.
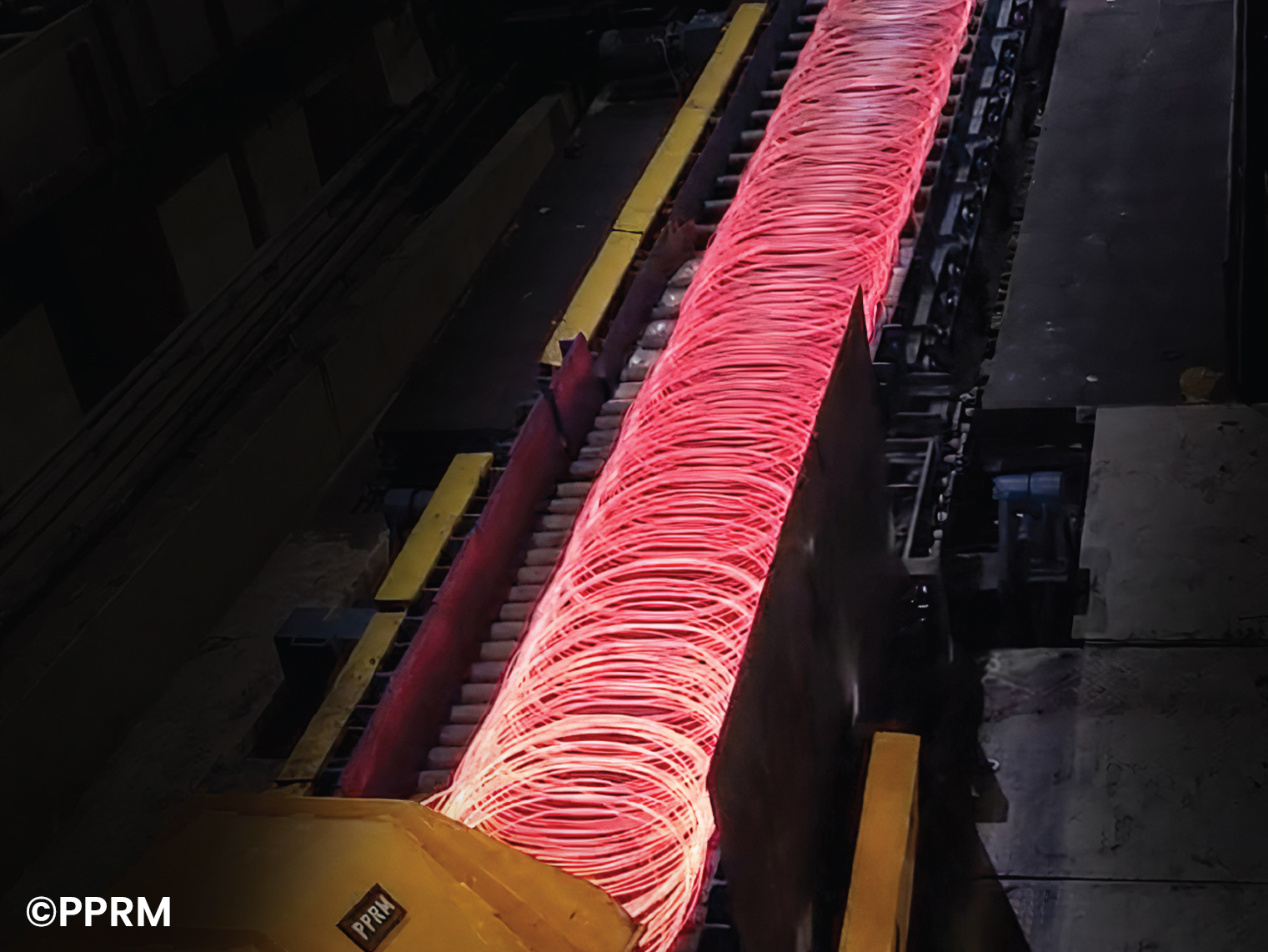
A wire rod mill produces coils from 5.5 to 20 mm through a high-speed no-twist block running speed up to 100 m/s, with capacities up to 120 TPH. The laying head, Stelmor controlled-cooling conveyor, and coil former replace the cooling bed entirely – and the Stelmor line is where the money is made, because it governs the metallurgy that wire drawers, fastener makers, and spring manufacturers pay premiums for.
Investment and process complexity are high, and product flexibility is just as low as a rebar mill’s — it only rolls coils. Choose it when your region has a developed wire-drawing, automotive, or fastener industry that consumes quality rod consistently.
A combination mill shares the furnace, roughing, and intermediate trains, then splits into two finishing routes: a bar line with cooling bed and TMT box, and a wire rod line with laying head, Stelmor conveyor, and coil former. The result is the full 5.5–40 mm range and Rebar in coil form (smaller section) 6-16 mm both product forms, and up to 120 TPH.
That flexibility is excellent — and it carries the highest investment and the highest process complexity of the three. It pays for itself only when demand is genuinely mixed and you actively shift output as rebar–rod spreads move. If you’ll run 90% of campaigns on one route, you’re paying for two mills and using one.
| Parameter | TMT Rebar Mill | Wire Rod Mill | Combination Mill |
| Product | Straight Bars | Coils | Both |
| Size Range | 8–40 mm | 5.5–20 mm | 5.5–40 mm |
| Rolling Speed | 2–40 m/s | up to 100 m/s | Both |
| Capacity – TPH | up to 120 TPH | up to 120 TPH | up to 120 TPH |
| Cooling Bed | Yes | No | Yes (rebar line) |
| Laying Head | No | Yes | Yes (wire rod line) |
| Stelmor Conveyor | No | Yes | Yes (wire rod line) |
| TMT Box | Yes | No | Yes (rebar line) |
| Coil Former | No | Yes | Yes (wire rod line) |
| Product Form | Straight Bars | Coils | Both |
| Process Complexity | Medium | High | Very High |
| Investment | Low | High | Highest |
| Product Flexibility | Low | Low | Excellent |
What does your region consume today, and in what ratio? What will it consume in ten years, as infrastructure spending matures into manufacturing demand? And can your organization operationally exploit flexibility — or will it sit as idle capital?
Configuration should follow market evidence, not equipment brochures.
Our engineers have configured dedicated and combination mills for long-products producers worldwide. We’ll assess your product mix, regional demand data, and capex envelope — and recommend the configuration that fits your market, not just your budget. E. marketing@pprm.in | W. www.pprm.in