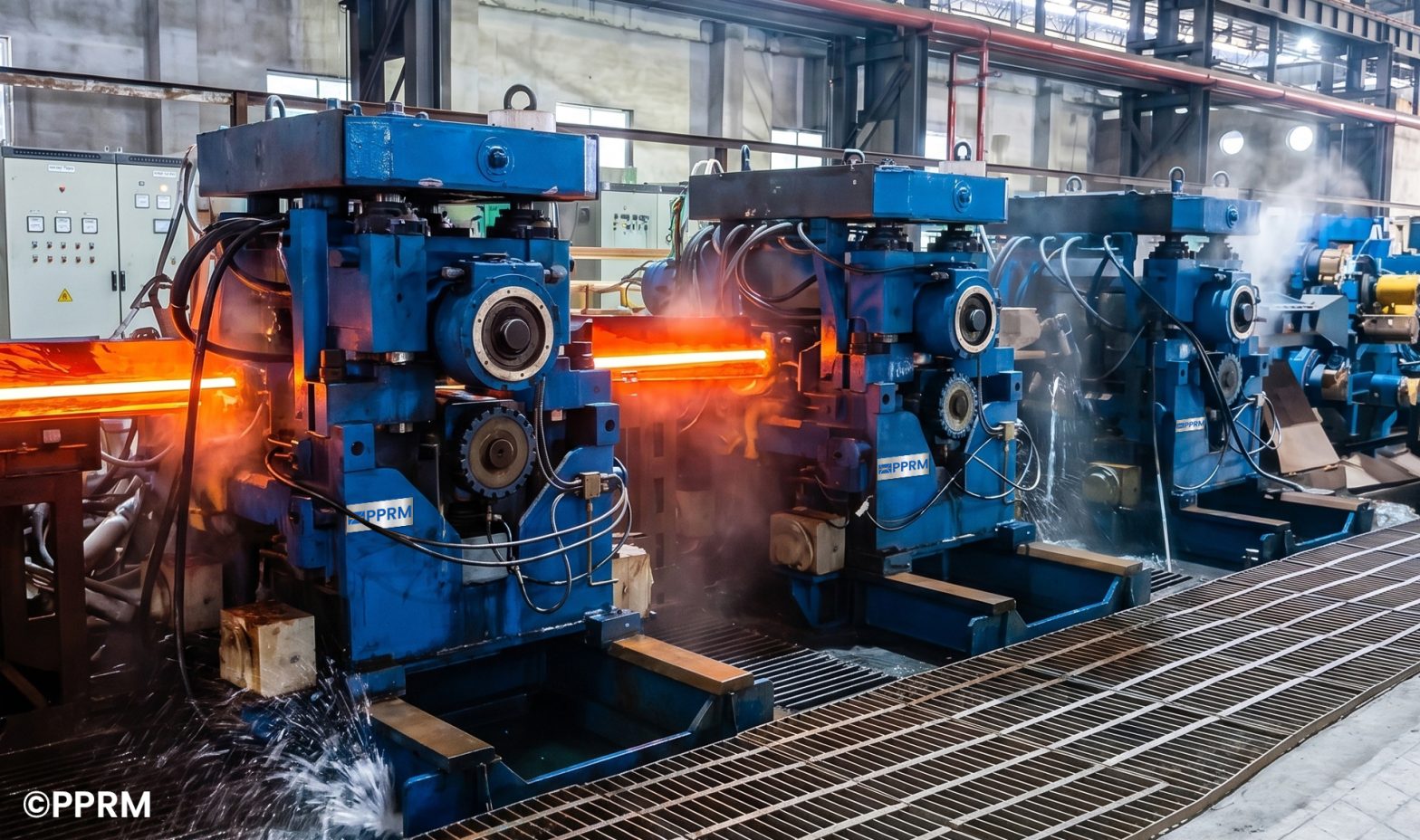
How billet gap-time quietly erodes wire rod OEE – and what it takes to win those hours back
Wire rod mills often trail bar mills on OEE – even with the same shifts, crews, and billet inputs. One persistent reason rarely makes it into a loss report: billet gap-time.
Gap-time is the empty line time between billets – typically 8–20 seconds per billet, driven by furnace discharge timing, roller-table coordination, and operator-paced handover. At 60 billets an hour, that is 8–20 minutes of non-rolling time every hour. Dispersed across thousands of tiny intervals, it never triggers an alarm – yet annualised, it can quietly remove around 10% of productive time.
Why wire rod trails bar mills
————————————————————————————————–
A common benchmark is 65–75% OEE for bar mills versus 55–60% for wire rod. Plant heads usually blame the visible culprits – cobbles, finishing block downtime, coil handling. But three losses tend to stay invisible in standard reporting:
Billet gap-time (~10%/yr): seconds of empty line between every billet, rarely tracked at shift level.
Front & tail-end crops (2–4%/yr): off-spec coil ends accepted as “normal scrap” but recoverable across hundreds of coils per shift.
Size & stand-change time (3–5%/yr): wire rod’s wider product mix means more changeovers – and more setup, stabilisation, and adjustment time.
These are indicative operating losses, not a single additive total – some may overlap depending on how a mill records downtime. The point is that most of this loss is invisible in standard reporting.
Two practices that recover the loss.
————————————————————————————————–
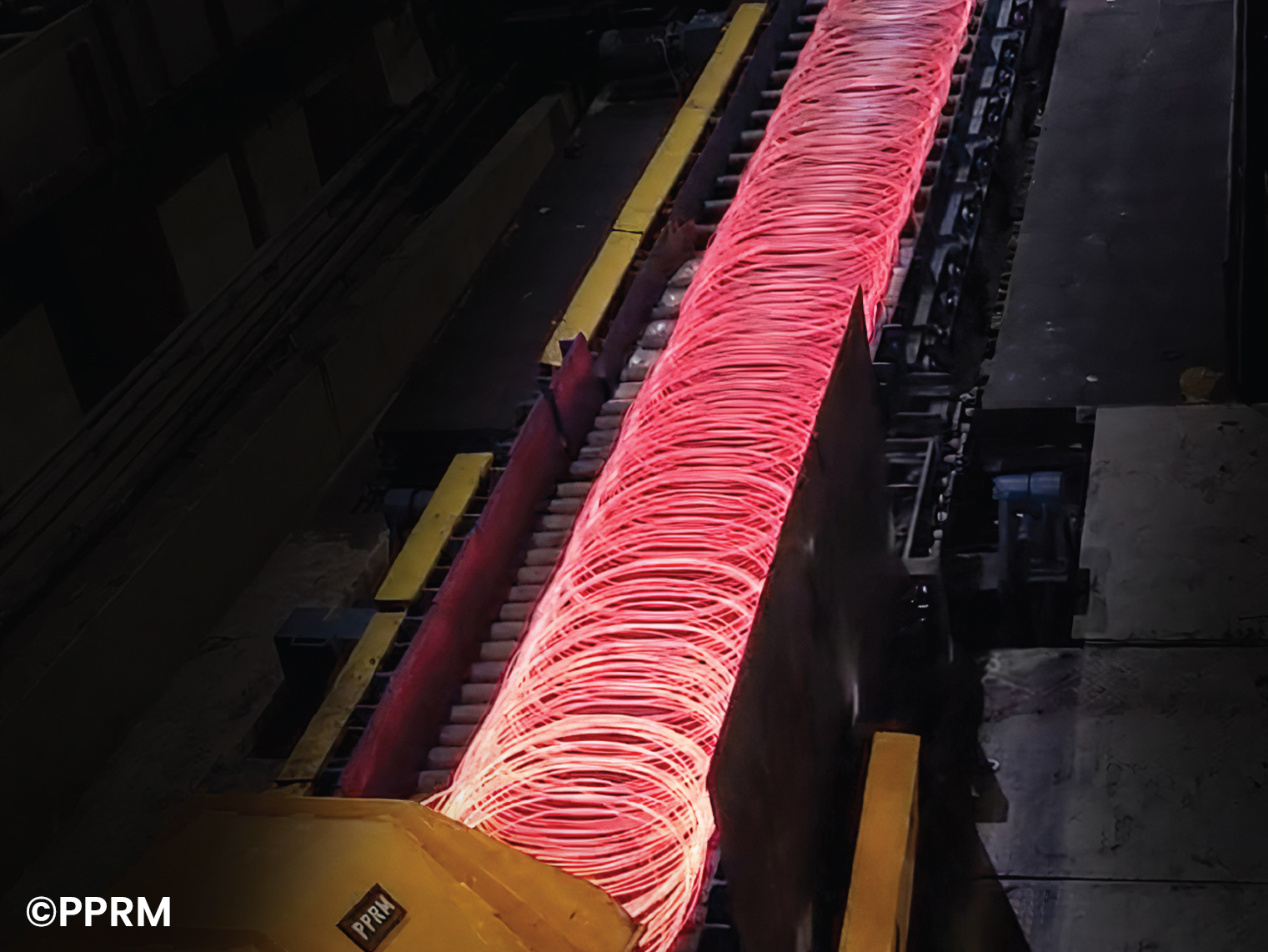
Gap-time monitoring & reduction. Stand-level cycle-time tracking, billet discharge synchronisation, and roller-table speed optimisation can bring gap-time from 8–20 sec down to 4–6 sec — recovering 5–7% of rolling time with no major new equipment.
Front/tail crop optimisation. Crop shear timing based on actual bar profile rather than fixed templates, plus tighter discharge temperature control, can recover 1–2 percentage points of yield.
How PPRM helps
————————————————————————————————–
Design optimization: pass schedules, roller-table layouts, and finishing block configurations built for short-cycle wire rod operation — reducing gap-time and crop loss at source.
Automation & PLC logic: furnace discharge, billet tracking, stand speed, and crop shear timing linked into one coordinated control strategy.
Predictive maintenance: focused on the finishing block, water boxes, and laying head — the components whose drift quietly expands hidden losses.
Operator-focused tools: gap-time checklists, size-change procedures, and crop-optimisation routines that turn improvement into shift-level discipline.
Commissioning baselines: mill-specific gap-time, yield, and changeover benchmarks set from day one — not generic bar-mill comparisons.
Want a mill-specific gap-time & yield diagnostic?
————————————————————————————————–
PPRM can review your billet discharge timing, crop patterns, and SKU changeover behaviour to identify where productive time and loss of yield — and which interventions recover value fastest. sales@pprm.in | +91-98100-76425 | pprm.in